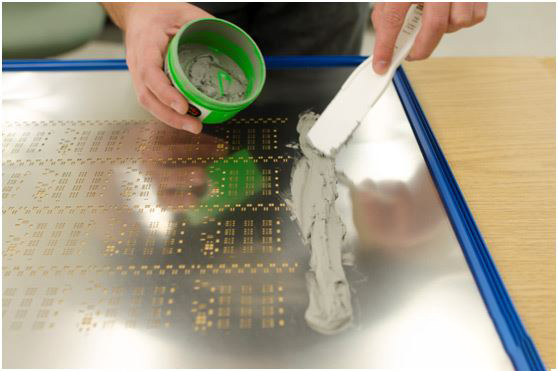
焊球的直徑范圍為0.2mm至0.4mm,通常主要出現在芯片組件的側面。有時,在IC和連接器的引腳周圍會發現焊球。一方面,焊球會影響電子產品的外觀。另一方面,焊球可能掉落,導致SMD短路,從而大大降低了電子產品的可靠性,這對于組裝高密度和細引腳的PCB尤其麻煩。領智電路經過多年的努力和專注,已成為PCBA電路板的提供商,包括PCB制造,元件采購和SMT貼片。我們工藝工程師一直在不斷研究在SMT貼片過程中消除焊球的基本措施,下面領智電路小編總結了一些措施供大家參考。
措施1:選擇符合SMT貼片要求的焊膏
焊膏的選擇直接影響焊接質量。當焊膏的金屬含量,氧化,IMC顆粒和焊盤厚度不合適時,往往會形成焊球。在確定焊膏之前,必須先進行試驗,以確認是否可以將其應用于批量SMT貼片中。
措施2:應正確設計鋼網開口
鋼網厚度應適當設計,并且開口率必須嚴格控制。應選擇相對較薄的鋼網,并應避免使用較厚的鋼網。當鋼網開口的比例和開口形狀不合適時,可能會引起一些缺陷,從而導致產生焊球。當開口的比例不合適時,焊膏往往會印刷在阻焊層上,從而在回流焊接過程中會形成焊球。
措施3:應提高鋼網清潔質量
鋼網清潔質量的提高有利于印刷質量的提高,在焊膏印刷過程中,應仔細清潔鋼網表面,并及時清除殘留的焊膏,以防止回流焊過程中形成焊球。如果鋼網清洗不當,留在鋼網開口底部的焊膏將在開口周圍積聚,從而容易產生焊球。
措施4:應降低安裝應力
安裝應力也是焊球的主要原因,但引起人們的注意很少。安裝應力取決于一些因素,例如PCB厚度,組件高度和芯片貼片機噴嘴壓力設置。如果安裝應力過高,焊錫膏會被擠到焊盤外部,回流焊接后,擠成的焊錫膏會變成焊球。為了解決該問題,可以將安裝應力減小到可以將部件放置在印刷在焊盤上的焊膏上并且可以適當地壓下的程度。不同的組件需要不同級別的安裝應力,因此應合理設置。
措施5:應提高元件和焊盤的可焊性
元件和焊盤的可售性直接影響焊球的產生,如果部件和焊盤都遭受嚴重的氧化,則由于過多的氧化物會消耗一些助焊劑,從而由于不完全的焊接和潤濕性也會產生焊球。因此,必須保證組件和PCB的輸入質量。
措施6:應優化焊接溫度曲線
焊球是在回流焊接過程中真正制造的,該過程包含預熱,溫度升高,回流焊接和冷卻四個階段。預熱和溫度升高的目的是減少對PCB和組件的熱侵蝕,以確保熔化的焊膏可以部分揮發,以防止溫度過快升高而引起塌陷或飛濺,這是焊球的主要原因。
為了在回流焊爐中獲得最佳的溫度曲線,解決方案是控制回流焊的溫度并阻止溫度在預熱階段過快地升高。升溫速度應控制在2℃/ s以下,焊膏,元器件和焊盤的溫度應控制在120℃至150℃的范圍內。結果,可以減少在回流焊接階段中組件的熱侵襲。
措施7:其他要素應得到良好控制
錫膏印刷的最佳溫度范圍是18到28℃,RH是40%到70%。如果溫度過高,焊膏的粘度會降低,如果相對濕度太高,焊膏會吸收更多的水。兩種情況的結果都在于焊球的產生。因此,應控制車間的溫度和相對濕度。